Lean manufacturing carries within itself many concepts, and the two most popular are 5S and Kanban. In fact, 5S (Seiri, Seiton, Seiso, Seiketsu and Shitsuke), the Lean manufacturing concept conceived in Japan is one of the most suitable methods for cleaning, organising and standardising the garment units. Sarah Huda, M.F. Tech student of Apparel Production and Archana Gandhi, Associate Professor, NIFT, Delhi talk about implementation of the 5S concept in a garment unit. Anjana Seshan, a Final Year student in Undergraduate Program in Fashion Merchandising & Production (FMP) and V. G. Venkatesh, Associate Professor, FMP Program, Pearl Academy of Fashion, Chennai discuss the fundamentals of Kanban implementation in garment manufacturing.
Improving processes with 5S
It is said that 5S is a pre-requisite for Lean manufacturing… If you can’t do 5S, you should not attempt Lean! A must for small businesses, a successful 5S program requires an organization to be disciplined and committed to its implementation to get the benefit. While the implementation requires minimal investment other than time, the tangible benefits are many.
Principally, the 5 tools of 5S which are Sort, Set in order, Shine, Standardise and Sustenance are implemented to reduce process setup and cycle times, expect increase in floor space. Since 5S is a visual-oriented system it helps facilitate greater productivity, safety and quality, and even better equipment reliability. Optimization in all these areas means savings and healthy bottomlines.
To understand the benefits of the Lean manufacturing implementation of the 5S concept, a project was initiated in Bangalore (India) at a limited liability enterprise which is exporting garments to the US, Europe and Canada having an annual turnover of US $ 75 million. The product mix of the company includes shirts, jackets, trousers, shorts, blazers, skirts, dresses and T-shirts for men, women and kids and has a capacity of manufacturing 4.5 million pieces of garments per month.
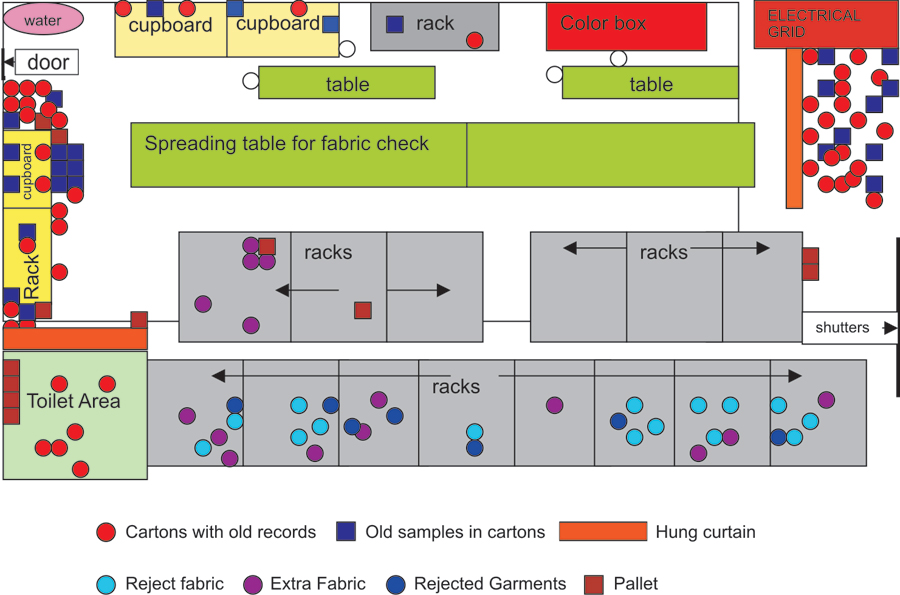
Though 5S is implementable in all departments, the fabric department was chosen first after pre-auditing (observation). The store occupied 1850 sq. ft. area and had 8 racks for keeping 14,400 metre of fabric. The initial state of the room included strewn pallets, cartons with old records and garment samples and racks with rejected fabrics/garments. Lack of good house-keeping and irregular waste disposal in the fabric room occupied 21.6% of the floor area and 21.48% of the fabric storage area.
Under the first S or Sort (Seiri), the challenge was to remove what is not needed and keep what is needed.
Sorting unnecessary items from necessary items was the first step. Necessary items were further divided into regular and irregular requirements and a Red Tag applied to every item for providing complete information. Seen on the Red Tag is a label diagram of the items with tag number, reason for tagging, corresponding treatment, review date and action duration.
2S or Systematise (Seiton) – The placement of things are in such a way that they can be easily reached whenever they are needed.
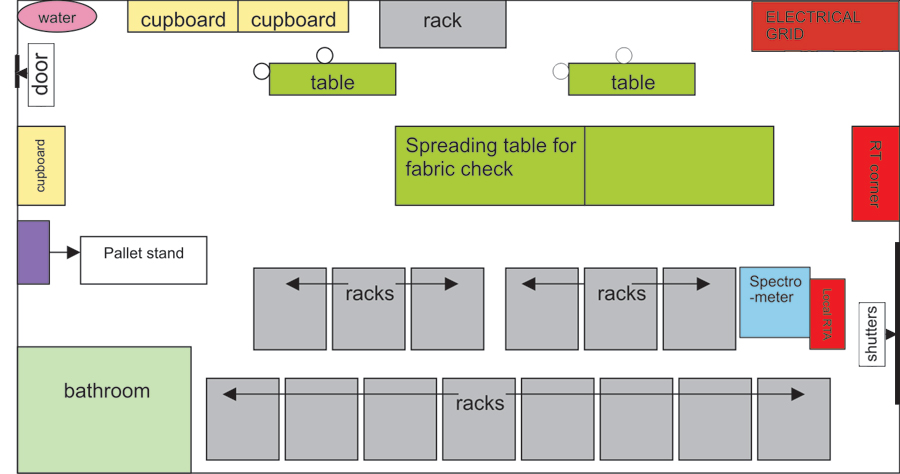
In response to the tags as per instructions on the tags, waste was discarded and extra material was stored in the same department at a separate location (called the local red tag area) or in a storage area external to the premises of that department (main red tag area). Only frequently required products were retained. Extra material, if required, could be retrieved any time from the storage location.
3S or Shine (Seiso) – Keeping things clean and polished so that there is no trash or dirt at the workplace.
The department was divided into different sections for cleaning up and building space for the storage of raw materials separately. Every item was stored in cartons with markings and was retained in the department in a chronological manner.
4S or Standardisation (Seiketsu) – Maintenance after cleaning
For standardising the unit, the factory management was asked to have a Red Tag file containing information about each of its departments including the 2S map for cross checking the room setting and setting it right in case there was variation, maintaining the Red Tag summary sheet for giving a detailed account about the tagging and the corresponding treatment of the issue, filing a daily report, incentive, internal and external audit reports.
A Red Tag corner was identified within the department and a two pocket wall hangings were fixed on the wall, one for blank red tags and the other for filled cards. The empty cards were kept for filling by personnel of departments external to the concerned department that had the local Red Tag corner and post for putting could be kept in the ‘filled card’ pocket. The 5S coordinator of that department was made responsible to check such cards, analyze them and in case he did not come up with corrective measures, could forward the matter to the 5S core team.
A main red tag area was identified in the factory premises to store all the products from all the departments because disposal from the factory to the main godown was not undertaken everyday. This main Red Tag area was dealt with every week by the core team.
5S or Sustenance (Shitsuke) – Commitment to follow the above mentioned rules
Sustenance of the 5S is a critical process, which is more essential than its implementation, requiring discipline and a robust follow-up regime. Its implementation can be achieved by communication, education, rewards and recognition. The first phase of communication was to spread awareness to the management (including the HR Manager, production in-charge and welfare officer) and workers. A presentation about 5S was given mentioning the long and the short-term benefits (given in the table ‘Benefits Matrix) of the programme followed by allocating work to people across the factory to sustain 5S, auditing the implementation for sustenance, and the report generation was suggested to be done in three tiers:
- Daily auditing: To be jointly conducted by the factory 5S in-charge and the departmental 5S coordinator. The fabric in-charge of the fabric store was allocated with the responsibility of coordination with the 5S core team. He was responsible for preparing the daily audit report, taking corrective action in response to the Red Tags in the local Red Tag corner, giving instructions for 5S maintenance and upkeep, and updating the cumulative tag sheets and Red Tag summary tests.
The departmental 5S coordinator’s responsibility include reporting to the factory 5S in-charge; in case of absence of the factory 5S in-charge, any unresolved 5S related issue is to be reported to other members of the 5S-core team. The departmental coordinator also has to ensure that the 2S map is maintained, all points in the 5S departmental checklist are maintained and no unwanted items are present in the local red-tag area.
- Internal Auditing: The HR and the Production Manager were responsible for ensuring that the 5S concept exists within the implemented mandates and performing internal auditing jointly.
- External Auditing: Done by the compliance officers from the head office.

Implementing Lean the Kanban way
The concept of Kanban is based on the simple philosophy that ‘inventory is a form of waste’. In reality the aim of Kanban actually coincides with the actual aim of any production unit – reducing inventory and WIP. With the gradual reduction of number of Kanbans, the goal will ultimately be attained. Kanban, a Japanese word, pronounced as kambaN, is made of two words kan means “visual” and ban means “card” or “board” – The term is synonymous to “Demand Scheduling” and “Just-In-Time (Manufacturing)”. The system helps the operators manufacture goods based on the actual usage rather than the forecasted usage.
By limiting the number or amount of inventory between operations, Kanban actually converts any ‘push’ system to ‘pull’ system of manufacturing. The common objective of assembly manufacturing is to make as much as you can, and while doing this the predecessors supply WIP and try to push successor operations to produce as much as they can. Kanban puts a break on WIP build-up and the operators only produce new product to replace the product consumed by its consumer(s) or the immediate next process. Since the majority of the decisions in a Kanban are being made by the operators, the use of visual indicators also allows managers and supervisors to see the schedule status of a line at a glance. The Kanban schedule replaces the traditional daily or weekly production schedule. Kanban scheduling can be looked at, as an execution tool rather than a planning tool.
How the Kanban System Works
A card is the most widely used way of conveying information in a Kanban System. However, there are other signals like RFID tags, bar code signals, colour coded or dedicated containers. Basically, “the only true requirement is a clear, visible signal that indicates specific action”. These cards are circulated among the workers or operators from start to finish within each work station and then back to start again. The process gets repeated.
There are six important rules to observe when following the Kanban System:
- Downstream processes withdraw items from upstream processes.
- Upstream processes produce only what has been withdrawn.
- Only 100% defect-free products are sent to the next process.
- Level production must be established.
- Kanban always accompany the part themselves.
- The number of Kanbans is decreased gradually over time.
The important elements of Kanban
Kanban Quantity: This is the number of Kanban Cards that are required in the factory for repetitive use, for smooth and fair production.
Weekly Part Usage: As the name implies, the number of parts (bundles) considered to finish in that week.
Number of Locations: The number of locations where full containers are required to begin the production.
Smoothing Factor: The smoothing factor is used to account for seasonal fluctuations in demand. It is constantly determined by the ratio of the fluctuating demand to the regular demand.
Consider a factory, producing basic men’s shirt at an efficiency of 70%, with Progressive Bundling System as the production system. In this case, Kanban quantity would be the number of bundles (pre-assuming that the number of pieces/bundle is 10), of each part to be produced in a day. This is because every bundle would carry a Kanban as shown in the table below.
Benefits of Kanban
1. The setup time of the factory is significantly reduced.
2. Allows the reduction or elimination of the inventory held to cover the change over time.
3. The flow of goods from warehouse to shelves is improved, leading to an increase in the productivity.
4. Employees having multi-skill are used more efficiently.
5. Better consistency of scheduling and consistency of employee work hours.
Hurdles
The biggest hurdle in the implementation of the Kanban system of working might be the determination of employees to stick cards while withdrawing or starting production. However, with recent development of electronic Kanban systems or E-Kanban systems, common problems such as manual entry errors and lost cards have been eliminated.