Protect our Health Workers: Making of Body Coverall
WHO is urging governments to increase production of PPE by 40% to meet the rising demand, but the reality is that the industry is lacking manufacturing knowhow, raw material and machinery infrastructure.
At a time of medical emergency around the world due to severity of Coronavirus outbreak, governments in every country are scrambling to manufacture and procure medical PPE (personal protective equipment) on priority. Among other items, the PPE kits contain masks and body coveralls which are related to sewn products industry. While WHO is urging governments to increase production of PPE by 40% to meet the rising demand, the reality is that the industry is lacking manufacturing knowhow, raw material and machinery infrastructure. Although both mask and body coverall share similar raw material, the manufacturing is quite different. Mask manufacturing can be fully automated, and can have high rate of output. A fully automated mask making machine can give 2.5 lakh pieces of mask in 24 hours of shift, while body coverall making, in comparison, is labour oriented and has lower rate of production. In this article, Prabir Jana, Professor, NIFT Delhi (India) with inputs from UNIK Technologyz (India) and Tukatech, Inc. (USA) is trying to demystify the making of body coverall on an industrial scale.
Body coverall and medical gowns are worn by frontline medical workers (read doctors, nurses, etc.) who come in contact with patients on regular basis. According to WHO, advisory for COVID 19, the coveralls (or gowns) should be of AAMI-PB70 standards. American National Standards Institute (ANSI) and the Association of the Advancement of Medical Instrumentation (AAMI) describe AAMI-PB 70 as protective apparel and drapes intended for use in health care facilities that are resistant to pathogen, Infectious diseases (non-airborne), and large amounts of fluid exposure over long periods.
Raw material
Fabric and seam both are very important for any coverall. Considering the common routes of contamination from Coronavirus 2019-nCoV, the critical tests within EN 14126 are:-
• ISO 16604: Resistance to penetration by contaminated liquids under pressure (for example close contact with patients may result in direct contact with fluid droplets from coughs and sneezes)
• EN 14126: Annex A: Resistance to penetration by infective agents due to mechanical contact with substances containing contaminated liquids (for example leaning/rubbing against the railing of an infected bed rail, holding door handle)
• ISO 22611: Resistance to penetration by contaminated liquid aerosols (for example Coughs and sneezes create a contagious aerosol of contaminated liquid droplets)
• ISO 22612: Resistance to penetration by contaminated solid particles (for example coming in contact with contaminated dust)
Of these, the EN 16604 test is commonly considered the most important because it uses a synthetic blood infected with a “bacteriophage” to assess penetration. Critically for this analysis, the bacteriophage used is of much smaller size (0.027 microns) in comparison to Coronavirus 2019-nCoV (0.125 microns). Thus passing the ISO 16604 test at a high class is a good indicator that a fabric is unlikely to allow the virus to penetrate, regardless of the medium. SMS (Spunbond-Meltblown-Spunbond tri laminate) non-woven fabrics may offer greater comfort through breathability, but is NOT suitable.
As a first step you should choose a fabric which conforms to all four tests of EN 14126. There are a few fabric manufacturers claimed to manufacture fabrics specifically for body coveralls that conforms to acceptable standards. ViroSēlTM Breathable viral barrier (BVB) fabric is a lightweight tri-laminate fabric from Ahlstrom that comes with polypropylene spunbond (SB) or polypropylene spunmelt (SMS). Pure/Armor TM is another tri-laminate fabric from Ahlstrom Munksjo that is made with bi-component spunbound (PE/PET) outerlayers and a monolithic breathable film. The other players in this field are Surya Textech and Shiva Texyarns limited fabric that can be used in the construction of surgical gowns. These fabrics are nonwoven based and typically 50 to 62 gsm and come in 160 cm width and are suitable for single use.
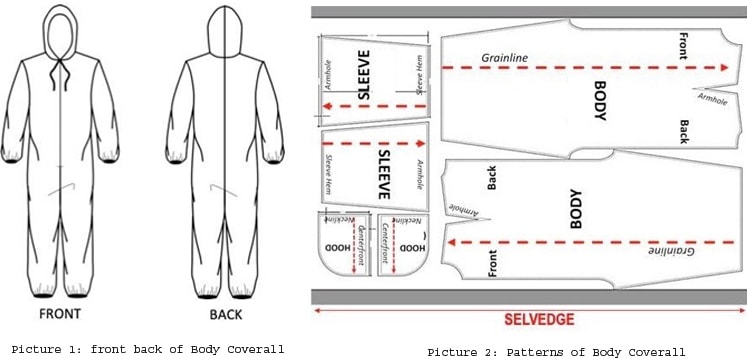
There are different ways of making patterns for body coverall, the objective is to have least number of seams thereby minimising risk, as well as cost of manufacturing. Pictures shown here depict one of the options without flap at centre front. However, most of the options are made with centre front zip flap as additional protection.
Image Courtesy: Tukatech Inc.
While cutting of fabric can be done using straight knife or CNC cutter, and does not require any special machine, it is utmost important to remember not to use any pins or stapler while handling of the fabric. We need to remember that fabric has inbuilt membrane layer, which gives the vital protection against the penetration of virus and contaminated liquids and should not be ruptured or punctured at any cost.
Plant and machinery
There is a lot of confusion in the industry about fabric joining method to make AAMI 4 level compliant coverall, i.e. the seam also should be resistant to penetration by contaminated liquids. Theoretically, if the joining happens by high frequency or ultrasonic welding, then the joint (seam) is naturally sealed. But this process requires special dedicated infrastructure and is not commonly available. The commonly used method in the sewn product industry is that the traditionally stitched seam is sealed by overlaying tape. This process is called “seam sealing” and requires special machinery called “hot air seam sealing machine”. These machines are also used for making high end outerwear or workwear and therefore selected garment manufacturers may already have it. While stitching can be done by either single needle lockstitch or 4/5 thread overlock, seam sealing can be done by hot air seam sealing machine. In this document, we will elaborate making of coverall by classical method.
The hot air seam sealing machine uses adhesive tape as consumable. The machine produces hot air with precisely controlled temperature to directly heat up the adhesive of seam tape. The heated tape and the fabric are feeding into two oppositely rotating rollers under pressure called nip rollers. The seam sealing tapes are multi-layered adhesive films and are applied to the sewn seams to prevent water from leaking through those seams. The tape roll is mounted on top of the machine and digital tape tensioning device controls the consistent feeding of tape. The nozzle supplying hot air at maximum temperature up to 800 degree centigrade can be positioned accurately using three axis positioning system. However, the nozzle temperature should be set as per fabric and tape material and generally found to be around 260-350 degree centigrade.
There are numerous brands of hot air seam sealing machine globally, some of the popular brands available in Asia are Pfaff, H&H, Macpi, Ardmel, etc. These hot air seam sealing machines typically have outward slanted post bed for easy manoeuvring of seamlines by operator. Apart from hot air seam sealing machine the organisation also requires a hydrostatic tester, which should be used to test the sealed seams randomly and maintain a report (similar to quality inspection report). It is important to note that both hot air seam sealing as well as hydrostatic tester requires compressed air connection to operate.
Hot air seam sealing machine (Image Courtesy: H&H Asia)
Please note that it is not possible to make coverall from one continuous piece of material, there will be joints; therefore, along with fabric being tested, the seam also should be separately tested for resistance to penetration by contaminated liquids under pressure.
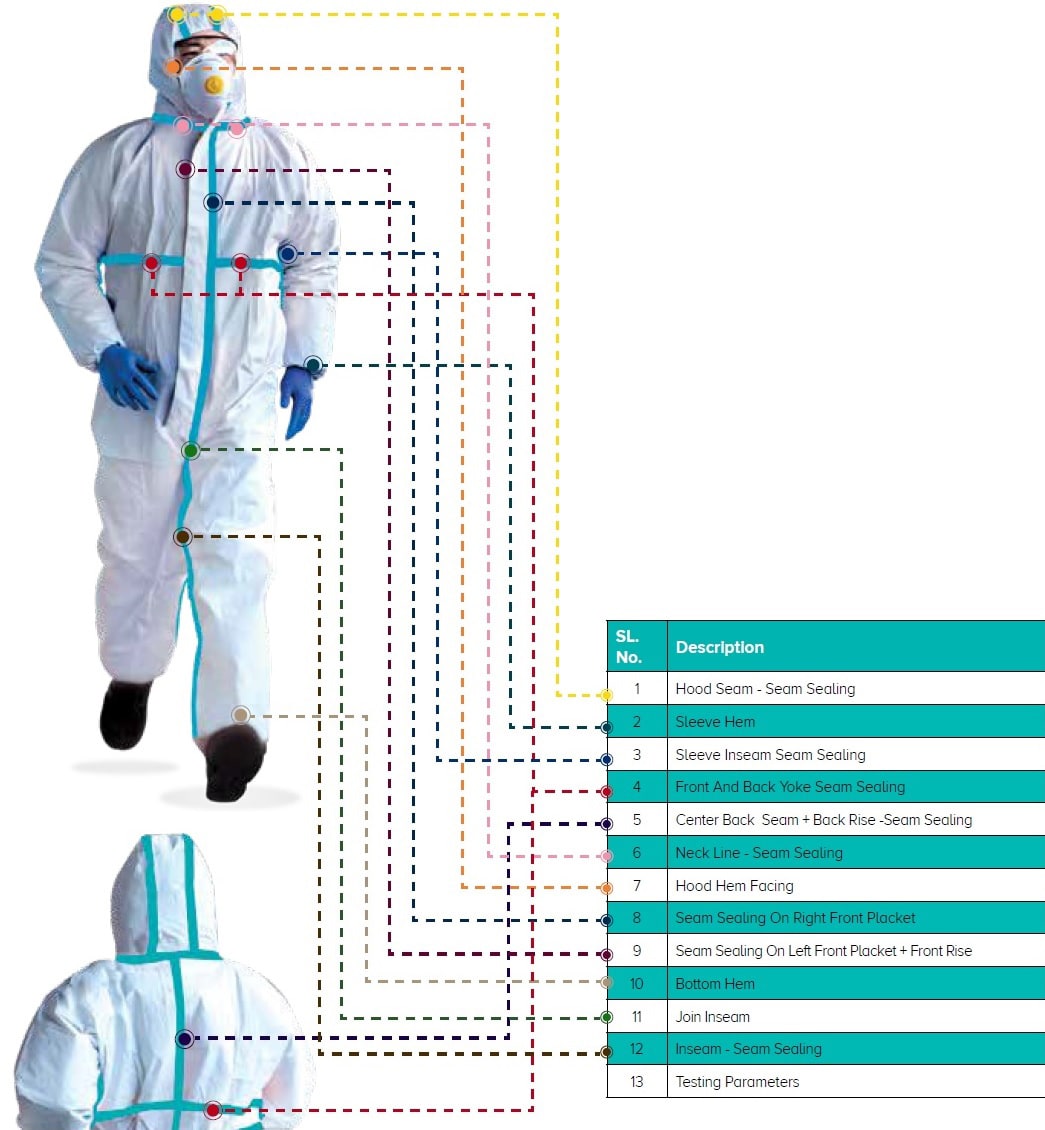
Body Coverall construction (Courtesy: UNIK Technologyz)
For a medical PPE, a 2 layer seam sealing tape can be appropriate, which is designed to seal the seams on light to medium weight, PP and PE fabrics. According to fabric type, we can use tape made out of fabric + Ethylene Vinyl Acetate Copolymer (EVA) or Polyethylene (PE) + EVA. Application of tape can be either inside surface or outside surface of seam depending on fabric characteristics. A typical two layer seam sealing tape should have total thickness of 0.15 mm, weight of approximately 0.95 gm/square cm and inner layer melt index (ASTM D1238) of 200 gm/10 min.
Right fabric, right tape, right machinery and correct processing parameters, all are equally important for making a AAMI level 4 body Coverall. We should not compromise on any of these, as it is going to jeopardise the safety of our health workers.
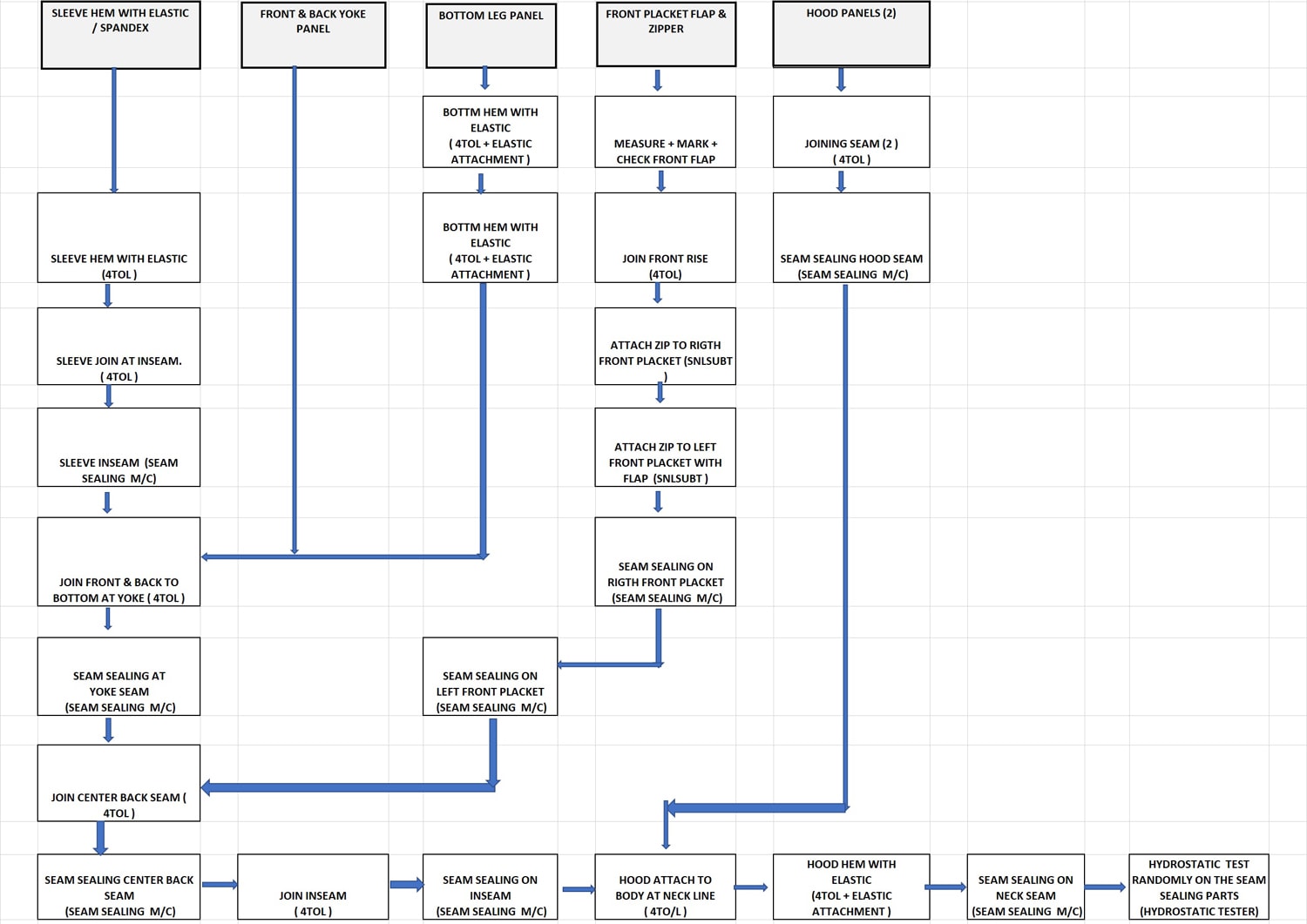
Operation flow chart of Body coverall
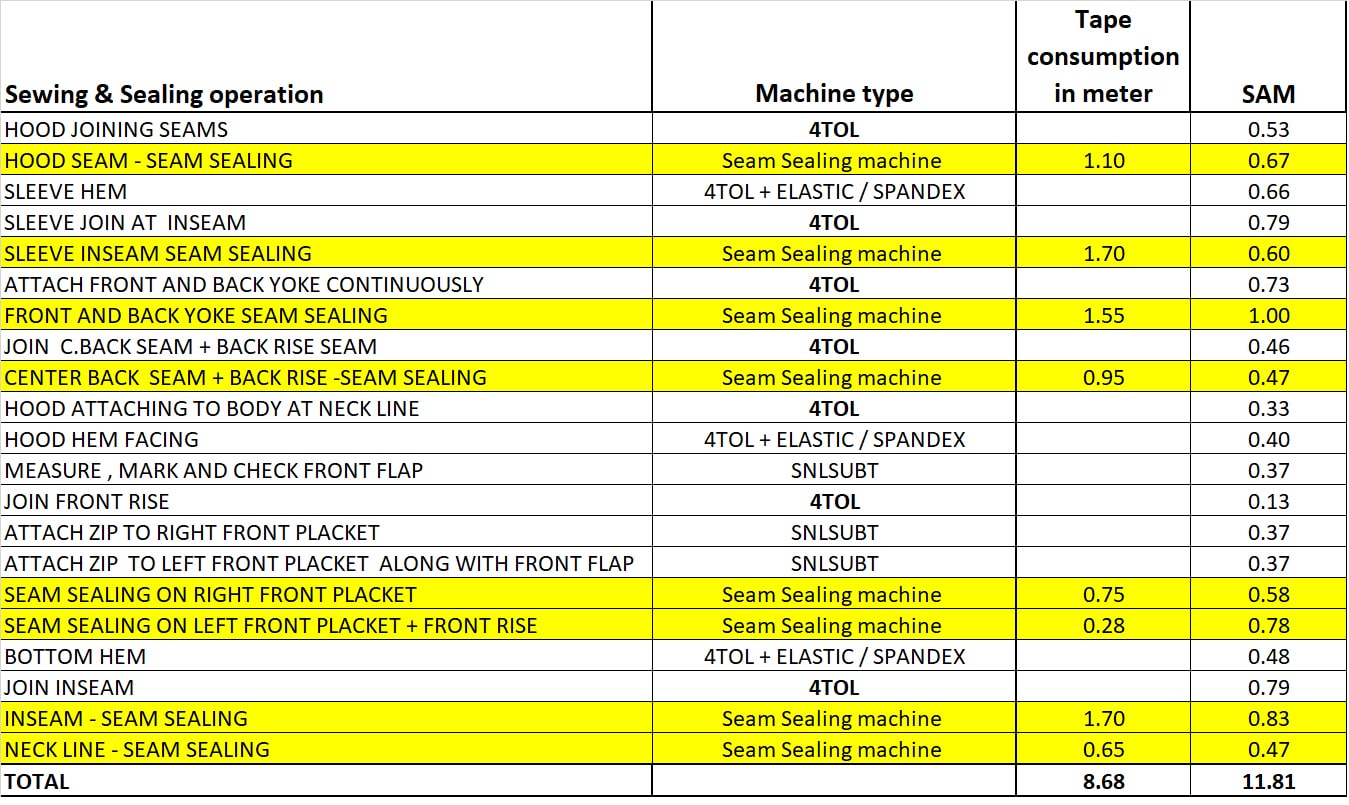
The operation flow chart above shows the sewing and seam sealing steps. The representative SAM value of a representative style of coverall will be approx. 11.81 standard minutes with sewing amounting to 6.41 minutes and seam sealing 5.40 minutes. The total consumption of seam sealing tape is around nine meters.
Operation bulletin of Body coverall
The manufacturing organisations should organise machinery and equipment depending on target production they would like to achieve.
The views expressed in this article entirely belong to author/s and need not represent organisational viewpoint. While this article is an attempt to collate information and guide manufacturers attempting to make body coverall of AAMI PB70 level 4 standard, it should not be taken as a prescriptive document for same. The reader of the report is advised to conduct an independent evaluation and form conclusions with respect to the information provided.