1. Linea Intimate Fashion, India – Paul F. Bowes
LIFI was a fairly typical ladies underwear manufacturer that focused mainly on ‘briefs’ production, and was setup in a small building. The factory was spread over the two floors, with the material warehouse and cutting room on the second floor, and the sewing units spread out in several rooms on the third floor along with the finished goods warehouse.
This meant the fabric was transported to the receipt of material (RM) store, then cut, and the cut pieces were moved to the various sewing sections. The transportation of work was difficult, and the control of WIP could easily be lost. Additionally there was a need to increase sewing capacity.
The fabric was being brought up two storeys, and stored in a warehouse about 150 metre from the central cutting room; cut work was then kept in the cut work store and moved to one of two sewing rooms, where the briefs were made and packed before being moved to the finished goods store.
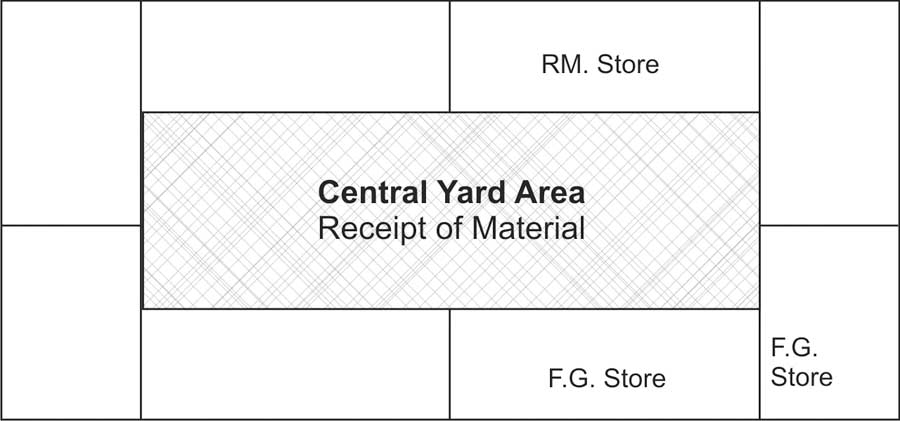
The whole process took 36 days from receipt of fabric for a product that has a total manufacturing time of around 5 minutes.
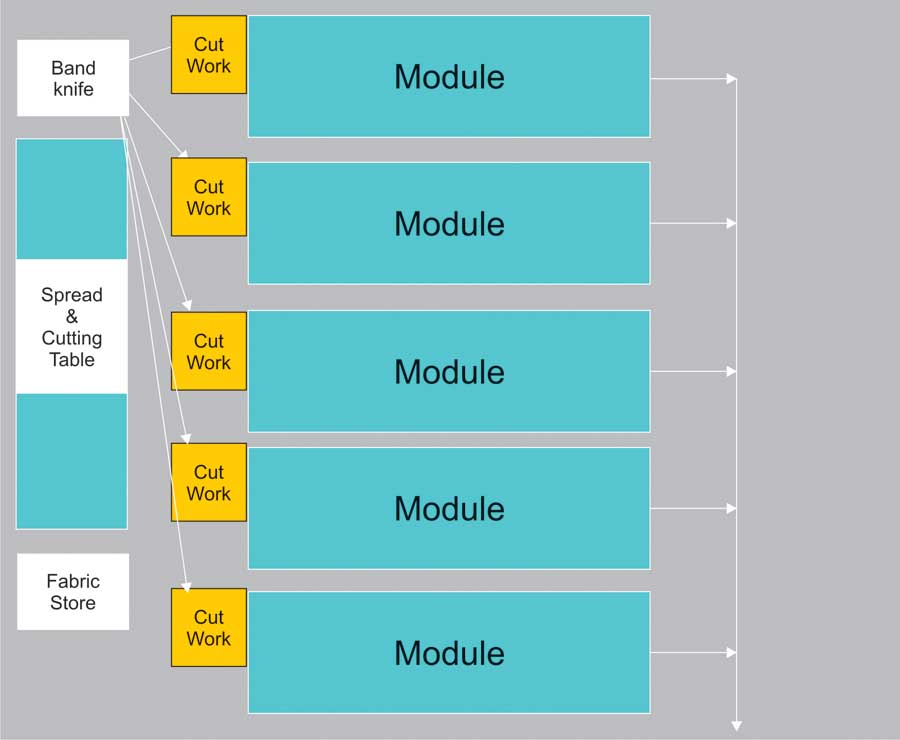
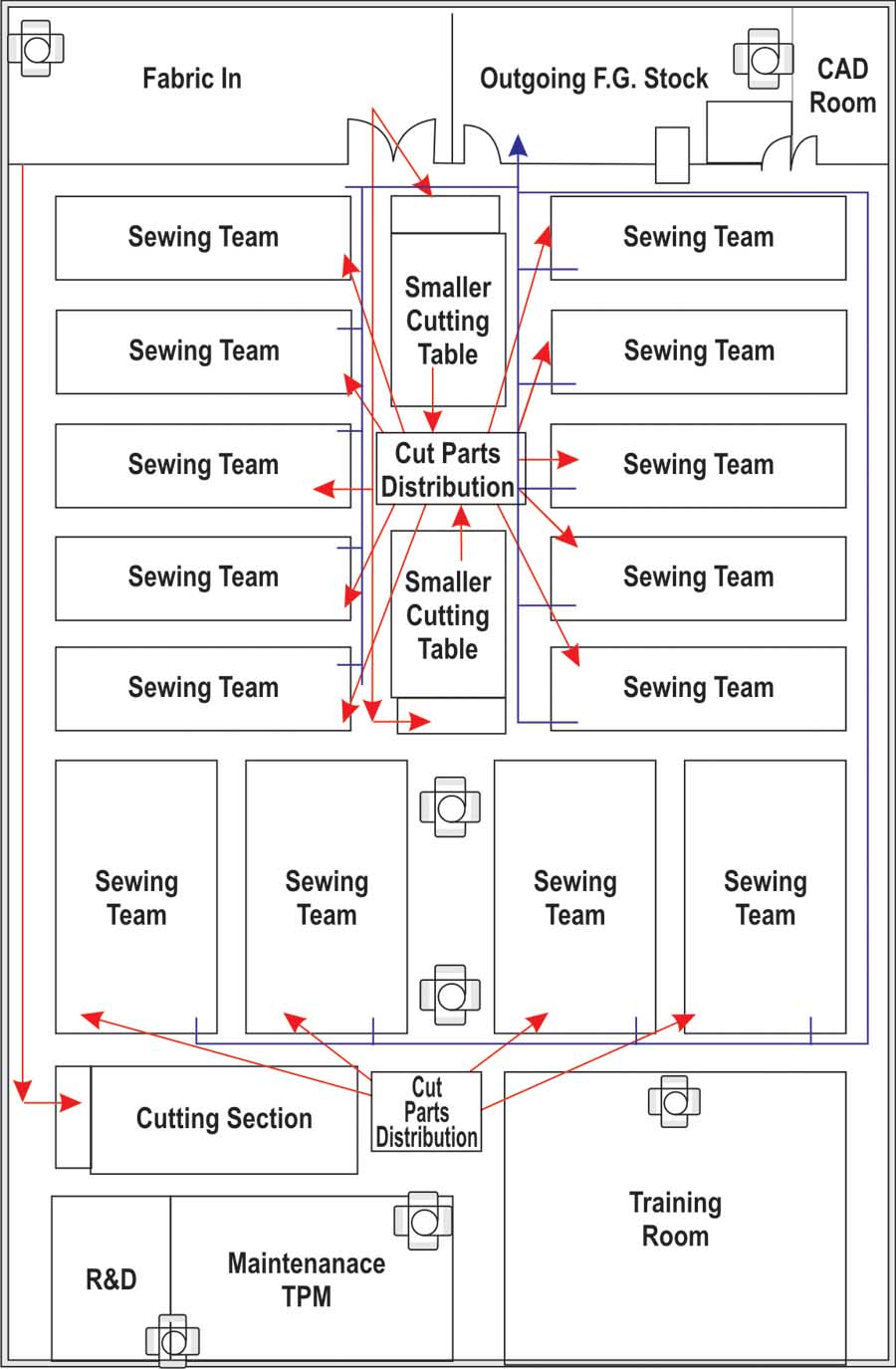
The solution was to change the factory layout by breaking down the central cutting room and placing spreading/cutting tables alongside the sewing teams that were making the product. A balancing calculation was completed to make sure that one table could effectively provide product for 5 sewing teams.

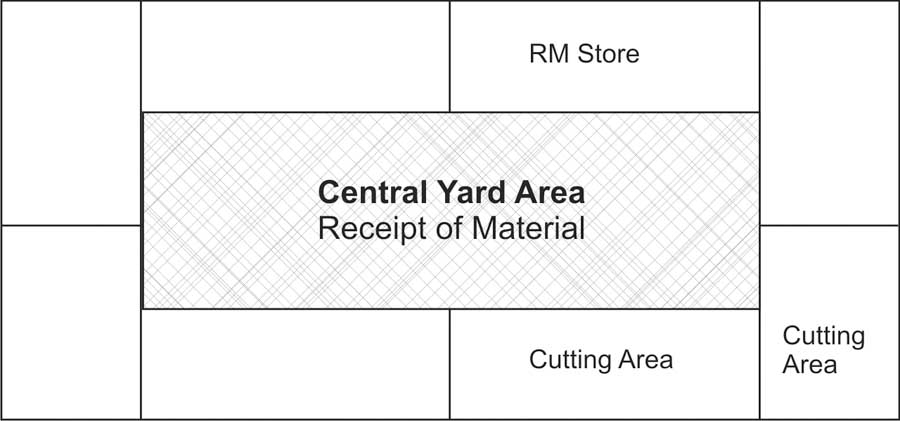
With the improved layout as shown in Diagram 1, the process time was reduced to 20 days for completion of an order and actual throughput time was also reduced to less than 3 days from fabric issued to boxed stock.
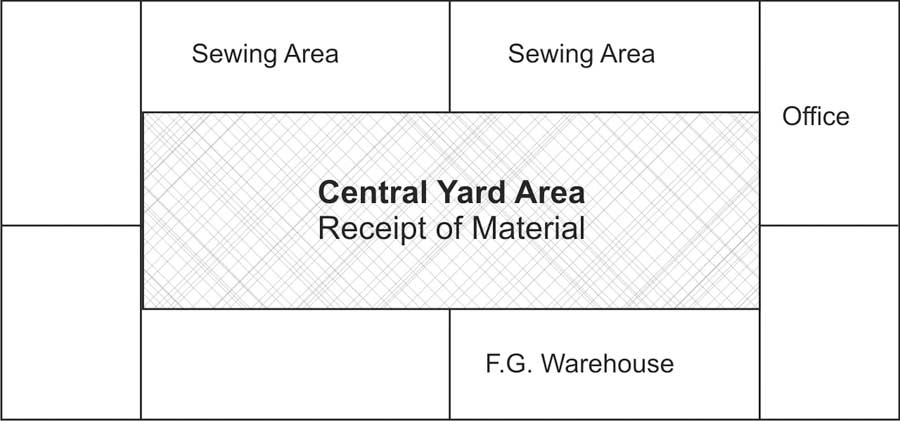
The change of factory layout meant that fabric was still brought into the same RM store, but could be issued straight to the point of production. The layout within each sewing area (see Diagram 2) shows the cutting/spreading tables supplying up to 5 sewing teams.
2. MAS Intimates Thurulie, Sri Lanka – Paul F. Bowes
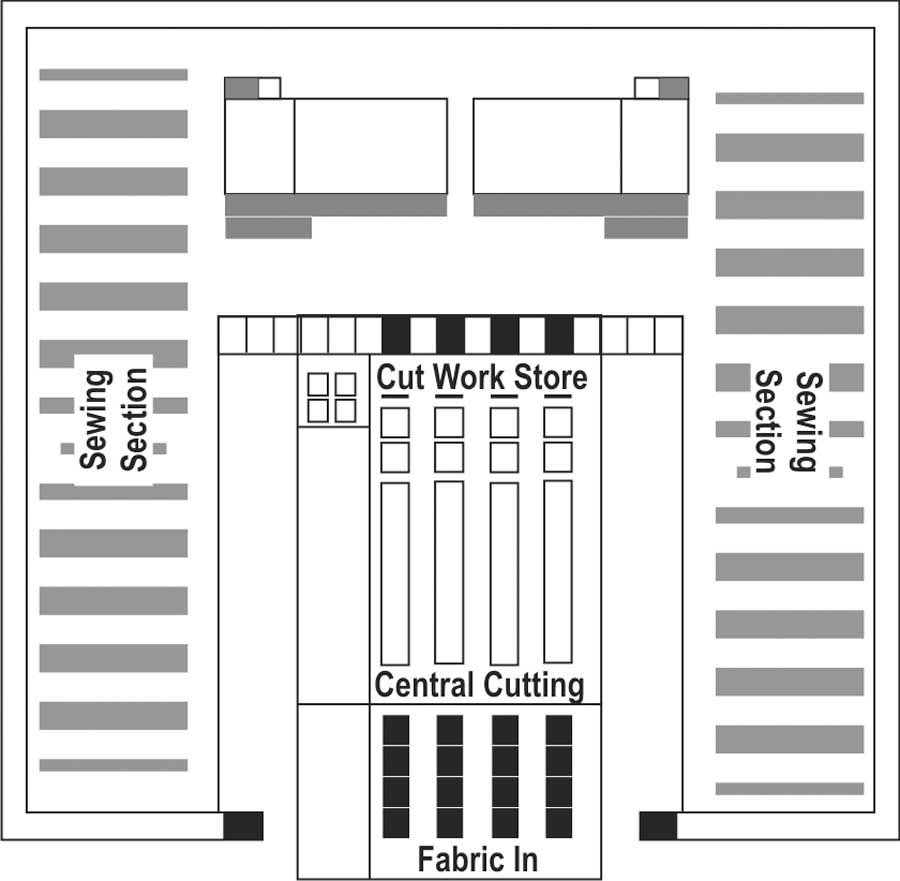
The original building design was for a large central store and cutting/moulding area with two storeyed sewing team buildings on either side (see Diagram 3).
The fabric was to be delivered to the front of the building into a fabric store. From there the fabric would be issued out to the central cutting section and cut work stored before issue to one of the four sewing units (two wings on two floors).
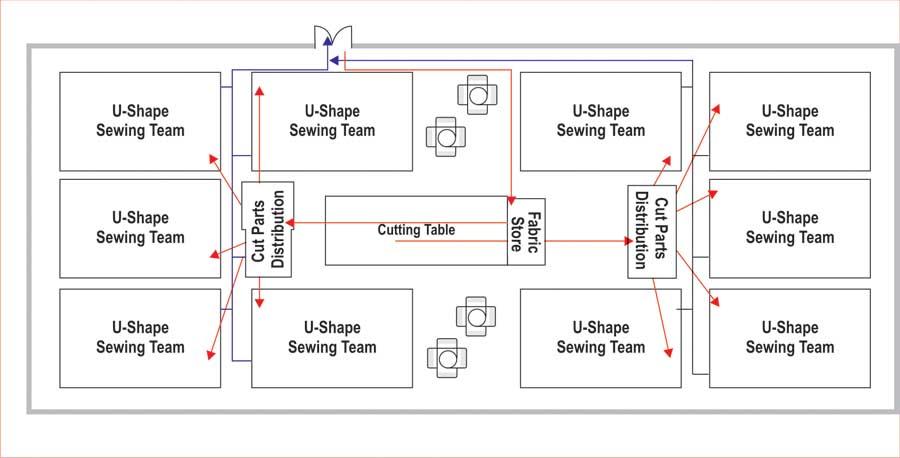
In the modular layout, the spreading/cutting table is being placed in the centre of 10 sewing teams as shown in Diagram 4. The balance between cutting output and sewing was calculated to ensure that sewing could be supported by one table. It was calculated that, using one spreader, it would be easy to cut enough product to support requirement.
The fabric was delivered through the door entrance to the store area at the end of the spreading/cutting table. The cut work was placed into a store area at either end of the table, clearly marked for a particular sewing team. The U-shaped teams produced the garments and packed at the end of the team.
A final AQL check was made before sealing the packed work, and, once approved, the box was sealed and picked up on a regular two-hourly run.
The result was a throughput time of less than 2 days from fabric being received into the room to packed boxes being sent out.
In the centre building, the store area for fabric and finished goods was extended, with a later plan to outsource all warehousing to a local warehouse/logistics company. The layout was planned (Diagram 5) to maximize space utilization while minimizing material and work movement. Smaller cutting tables were positioned in the centre of the building feeding work to either 4 or 5 teams. The training school was also incorporated into the building, as was an R&D/TPM/quick changeover area, which the mechanic team used to set up machines ready for new products, as well as develop attachments, and carry out routine maintenance.
3. Sangar Overseas, India – Paul Collyer & Team StitchWorld
In Figure 1, ground floor layout, both fabric and trim store are located adjacent to cutting department enabling bundling of cut parts with required accessories before dispatching to sewing department. Additionally the cutting department location close to staircase optimizes cut parts movements to the sewing floor downstairs.
In the plan shown in Figure 1, having the cutting department closer to factory exit also helps (less distance covered) sending cut parts for embroidery or sewing subcontractors. Additionally locating the cutting department on the ground floor requires extra movement of work down to the basement for sewing and then up for finishing. However, as previously stated, it makes the movement of goods to and from subcontractors easier. This is an example of the “trade off” which the managers must consider when deciding on factory layouts.
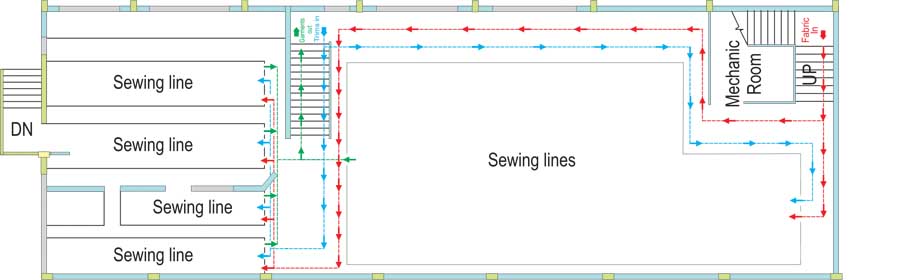
The sewing section in the basement as seen in Figure 1 does not have bundle distribution section, which means bundles are made in cutting section and transported to sewing section. However, a bundle distribution closer to sewing section would have added flexibility. Mechanic room at sewing floor would again optimize mechanic’s travel and quicker attending to sewing machine problems.
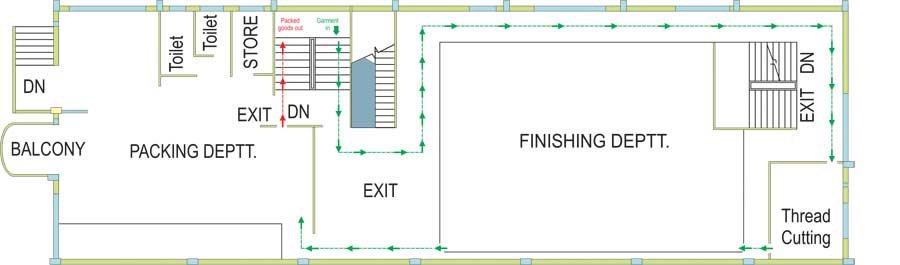
Finishing and packing department at second floor (Figure 1) requires finished garment from basement to travel all the way up. If we take a look at the basement, we find that the entry and exit points of material are reasonably good. There are no extra movements. But when goods are received on the 1st floor, they have to travel a lot to reach the thread trimming section. As thread trimming is the first operation after garments come from sewing, it should have been located closer to central staircase.
However, if the side staircase is being used for movement of goods, then the existing layout makes a perfect sense as the goods move from thread trimming to finishing to packaging section sequentially. However, this is not even the right solution because if the goods travel through the side stairs then they have to exit the basement floor (sewing floor) through the side stairs, which means extra movement for the goods in the basement to make an exit. As already stated an optimum solution would be to have the thread trimming section near the central staircase, this would not eliminate entirely the extra movement as the goods still will have to take a U-turn to reach the packaging section, but at least this extra movement will be reduced.
4. Orient Craft, India – Paul Collyer & Team StitchWorld
At Orient Craft, the basement has fabric and accessories storage, besides fabric cutting. Two staircases at opposite direction as seen in Figure 2 enable unidirectional flow of goods. While both fabric and accessories enter from left staircase, trims are being issued to sewing department from right staircase. Bundling and ticketing section is currently located at left corner. Assuming trims are being issued separately from cut parts, component bundles will move to upper floor through left staircase while trims will use right staircase.
Probably relocating bundling and ticketing section closer to right staircase would have reduced distance of travel by goods. It would also mean that the cut parts along with trims will enter together from left staircase and leave together from the right one. This would reduce the probable crisscrossing at the left staircase.
In Figure 2, we see that the 1st floor has 11 sewing lines in one side and canteen on the other. Having canteen on 1st floor is unusual as generally canteen is located at top floor. Sewing maintenance room ideally should be located closer to sewing lines. Here maintenance room is located at basement, resulting in movement of faulty swing machine all the way from 2nd, 3rd, and 4th floor to basement for any major repair.
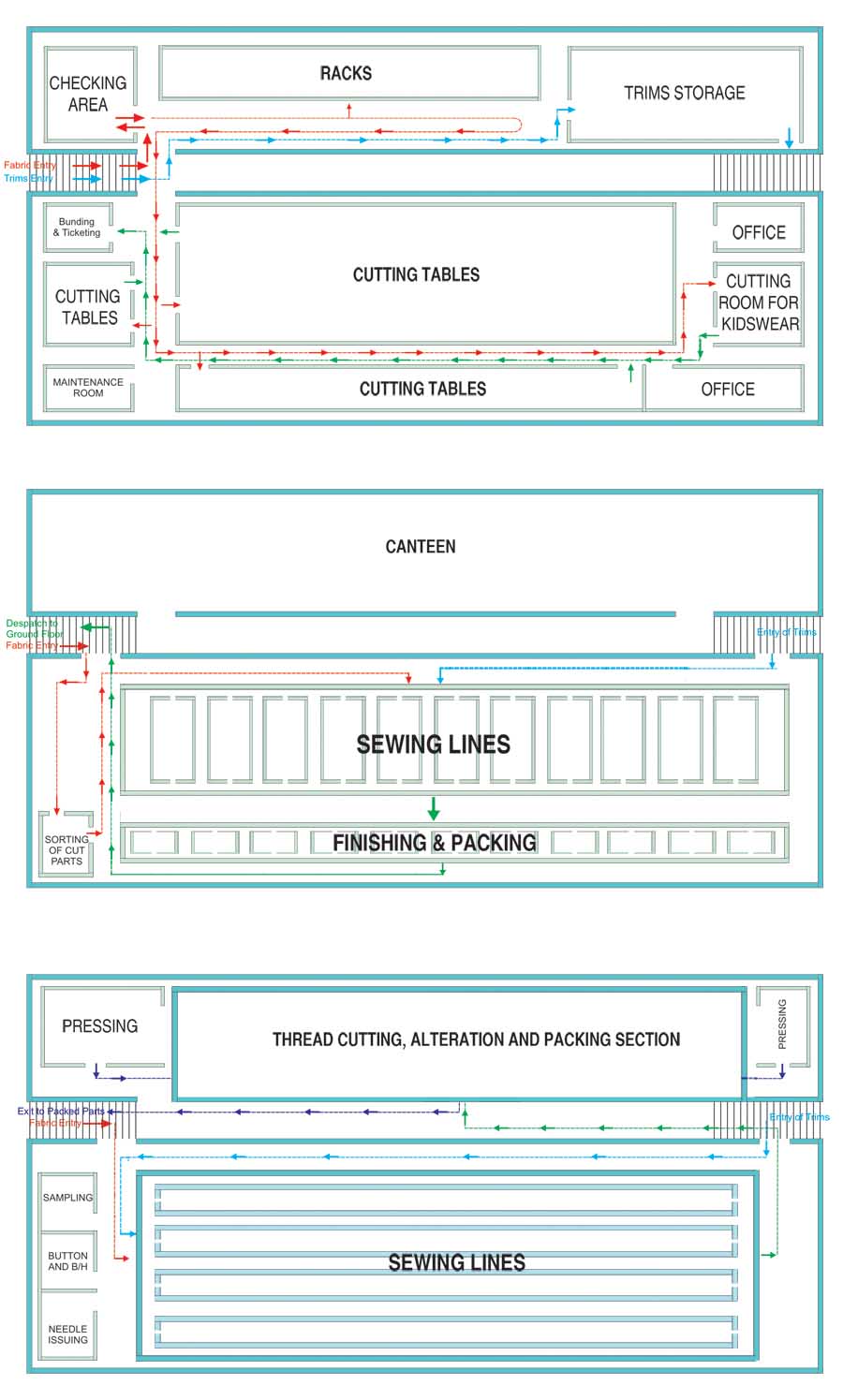
Sorting out of cut parts and bundle distribution is done closer to sewing line on 1st floor. While this result in lesser movement of goods for sewing lines located on the 1st floor, bundles need to travel up to 4th floor, from first floor distribution area. Having bundle sorting area closer to left staircase optimizes bundle movement to all floors.
Left staircase is being used for movement of cut parts upwards and movement of finished goods downwards (Figure 2). As right staircase is being used for movement of trims upwards, sections like button attaching and button holing and needle issuing should have been located at right corner of every floors. Currently these are located at the left corner, resulting in unnecessary movement of trims from right to left at every floor. One interesting point of Orient Craft layout is the decentralization of responsibilities. Every sewing floor has separate check/finish/iron/pack section. This type of layout gives flexibility in operation, as well as separate floor in-charge can be made accountable.
The generator is on the ground floor, and outside of the main building. The finishing department at the top floor necessitated having steam boiler installed on this floor. PERC dry-cleaning machine generally causes vibration and that is why it is preferred on the ground floor. But in this example it is located on the additional floor on the top of the building (not shown in the figures); the additional floor has been created with shock absorption facility to minimize effect of vibrations. Finishing and washing departments are often preferred on top floor to use the sun drying facility. Fabric storage at ground floor although simplifies the raw material entry but cut parts first go down to basement for sewing, followed by travelling to the top floor for finishing and again back to ground floor for dispatch.